











Механический пресс с прогрессивной штамповкой
Механический штамповочный пресс КИНГРЕАЛ ПОТОЛОК МАШИНЫ с прогрессивной матрицей может обрабатывать практически все металлические материалы, включая алюминий, сталь и латунь. Этот штамповочный пресс отличается высокой скоростью производства и простотой в эксплуатации, что позволяет быстро и точно изготавливать однородные штампованные детали.
- KINGREAL CEILING MACHINERY
Детали
Видео о механическом прессе с прогрессивной штамповкой
Определение механического пресса с прогрессивной штамповкой
Механический штамповочный пресс КИНГРЕАЛ ПОТОЛОК МАШИНЫ с прогрессивной матрицей может обрабатывать практически все металлические материалы, включая алюминий, сталь и латунь. Этот штамповочный пресс отличается высокой скоростью производства и простотой в эксплуатации, что позволяет быстро и точно изготавливать однородные штампованные детали. Независимо от масштаба производства, механический штамповочный пресс КИНГРЕАЛ ПОТОЛОК МАШИНЫ гибко адаптируется к различным условиям и часто комбинируется с другими методами обработки металла (такими как механическая обработка, сборка и отделка) для достижения более высокой эффективности обработки и лучшего качества готовой продукции.
Пресс для штамповки КИНГРЕАЛ ПОТОЛОК МАШИНЫ использует усовершенствованную автоматическую систему подачи, которая последовательно подает металлический материал к каждой штамповочной станции. Каждая станция выполняет одну или несколько операций в процессе производства детали, а заключительная станция резки отделяет готовую деталь от опорной полосы. Опорная полоса и металл, отштампованный на предыдущих этапах, становятся отходами. Каждый ход отрезает и удаляет одну или несколько готовых деталей из штампа, обеспечивая эффективность производства и качество продукции. |  |
Принцип работы механического пресса с прогрессивной штамповкой
В начале производственного процесса оператор устанавливает штамповочный пресс с прогрессивной матрицей. По мере работы пресса верхняя матрица поднимается вверх, позволяя материалу проходить через нее. По мере опускания верхней матрицы, она закрывается и выполняет операцию штамповки. По мере перемещения детали к другим станциям внутри механического пресса с прогрессивной матрицей, процедуры контроля качества КИНГРЕАЛ ПОТОЛОК МАШИНЫ обеспечивают точность выравнивания металлической полосы относительно матрицы в пределах нескольких тысячных долей дюйма. Эта высокоточная юстировка гарантирует размерную однородность каждой детали, повышая качество продукции. Благодаря этому эффективному принципу работы, механический штамповочный пресс КИНГРЕАЛ ПОТОЛОК МАШИНЫ обеспечивает непрерывное и быстрое производство, адаптируясь к различным производственным потребностям. Независимо от сложности детали, штамповочный пресс эффективно справляется с ней, гарантируя соответствие каждой детали строгим стандартам качества. |  |
Параметры штамповочного пресса с прогрессивной вырубкой
| Модель | Единица | Модель 1 | Модель 2 | Модель 3 | Модель 4 | ||||
| Длина хода | мм | 200 | 200 | 200 | 200 | ||||
| Количество ударов в минуту | СПМ | 20-50 | 20-50 | 20-50 | 20-50 | ||||
| Тоннаж Номинальная точка | мм | 6 | 6 | 7 | 7 | ||||
| Максимальная высота матрицы | мм | 460 | 460 | 500 | 500 | ||||
| Регулировка ползунка | мм | 100 | 110 | 120 | 120 | ||||
| Зона оползня | мм | 1000*1000 | 1000*1000 | 1050*1000 | 1200*1000 | 1050*1000 | 1200*1000 | 1050*1000 | 1200*1000 |
| Зона укрепления | мм | 1200*1200 | 1200*1200 | 1300*1300 | 1400*1300 | 1300*1300 | 1400*1300 | 1300*1300 | 1400*1300 |
| Размер бокового отверстия | мм | 700*500 | 700*500 | 900*600 | 900*600 | ||||
| Диаметр отверстия для стержня | мм | 65 | 65 | 65 | 65 | ||||
| Главный двигатель | КВт*П | 18.5*4 | 22*4 | 30*4 | 37*4 | ||||
| Максимальный вес верхней матрицы | кг | 600 | 700 | 1000 | 1200 | ||||
| Расстояние между левым и правым столбцами | мм | 2400 | 2400 | 2700 | 2900 | ||||
| Требуемое давление воздуха | кгс/см² | 5~6 | |||||||
| Точность прессы | ЦНС(ДЖИС)1cIass | ||||||||
Функции потолочного оборудования КИНГРЕАЛ: прогрессивный штамповочный механический пресс
Прогрессивный штамповочный пресс КИНГРЕАЛ ПОТОЛОК МАШИНЫ обладает множеством функций и способен выполнять различные этапы обработки металлических материалов для получения разнообразных конечных результатов. Основные функции следующие:
Удар:Пробивка — это широко используемая технология в металлоштамповке, при которой пуансон и матрица используются для резки, пробития или придания формы металлическим заготовкам. Пуансон прикладывает усилие, а матрица формирует желаемую форму или отверстие. Этот процесс создает отверстия, пазы или другие геометрические элементы в металлических материалах и широко используется в различных отраслях промышленности.
Заглушка:В процессе вырубки используется штамп для вырезания листового металла в желаемую форму. Пуансон вырезает по контуру нужной формы, а штамп обеспечивает поддержку, предотвращая разрыв. Вырубка является важнейшим этапом для обеспечения эффективного производства, гарантирующим точную форму и размеры изделия.
Тиснение:Технология тиснения позволяет наносить на металлический лист рельефный или углубленный текст, узоры и рисунки, придавая изделию уникальный внешний вид. Этот процесс широко используется в производстве декоративных элементов для повышения визуальной привлекательности изделия.
Монетизация:Чеканка похожа на тиснение, но давление прикладывается к обеим сторонам заготовки для создания более сложных надписей, узоров и рисунков. Материал подвергается значительному давлению между матрицей и пуансоном, что приводит к жестким допускам на поверхности детали и обеспечивает высокое качество продукции.
Изгиб:В процессе гибки к металлической заготовке прикладывается усилие, в результате чего она изгибается под углом относительно своей первоначальной оси, образуя V-образную или U-образную форму. Этот процесс необходим для проектирования и формовки деталей, позволяя им соответствовать конкретным требованиям применения.
Фланцевое соединение:В процессе фланжирования кромка заготовки изгибается вокруг пуансона под углом 90° к листовому металлу, создавая кромку вокруг каждого отверстия, что повышает прочность и жесткость детали. Этот процесс применяется во многих областях, обеспечивая качество и долговечность деталей.

Характеристики прогрессивного штамповочного механического пресса
Высокопрочный сварной корпус для штамповочного пресса с прогрессивной матрицей.
Пресс для штамповки с прогрессивной матрицей КИНГРЕАЛ ПОТОЛОК МАШИНЫ имеет высокопрочную сварную конструкцию корпуса, обеспечивающую устойчивость машины в условиях высоких нагрузок. Такая компоновка не только повышает общую ударопрочность и долговечность механического пресса, но и значительно увеличивает срок его службы.
Простое и безопасное управление механическим штамповочным прессом
Пресс для штамповки с прогрессивной матрицей разработан с учетом простоты эксплуатации и безопасности. Интуитивно понятная панель управления позволяет операторам легко освоить и быстро научиться работать с механическим прессом для штамповки с прогрессивной матрицей. Многочисленные механизмы защиты минимизируют риск несчастных случаев во время работы.
Система управления ПЛК для штамповочного пресса с прогрессивной вырубкой
Пресс для штамповки с прогрессивной матрицей КИНГРЕАЛ ПОТОЛОК МАШИНЫ использует усовершенствованную систему управления ПЛК для автоматического контроля производственного процесса. Эта система гарантирует точный контроль ряда параметров за счет непрерывного мониторинга рабочего состояния механического пресса в режиме реального времени, что повышает стабильность качества продукции и эффективность производства.
Высокая скорость производства для штамповочного пресса с прогрессивной матрицей.
Механический штамповочный пресс КИНГРЕАЛ ПОТОЛОК МАШИНЫ разработан с учетом повышения эффективности производства и отличается высокой скоростью. Сочетание усовершенствованной автоматической системы подачи и эффективной технологии штамповки позволяет штамповочному прессу выполнять большое количество штамповочных операций за короткое время, значительно сокращая производственный цикл.
Высокая точность штамповки для штамповочных прессов с прогрессивной вырубкой.
Прогрессивный штамповочный механический пресс КИНГРЕАЛ ПОТОЛОК МАШИНЫ известен высокой точностью штамповки, достигаемой благодаря усовершенствованной конструкции штампов и строгому контролю производственного процесса. Это гарантирует, что размеры и форма каждой детали соответствуют проектным требованиям.

Введение в прогрессивные штампы
Прессы для прогрессивной штамповки КИНГРЕАЛ ПОТОЛОК МАШИНЫ оснащены прогрессивными штампами, разработанными для эффективного и быстрого производства множества деталей, особенно подходящих для массового производства сложных компонентов. В процессе прогрессивной штамповки листовой металл разрезается и формуется с помощью уникальных штампов. Этот процесс состоит из ряда отдельных станций, каждая из которых отвечает за определенную операцию (например, формовка, пробивка, гибка или резка металла). Эта упрощенная процедура позволяет экономично изготавливать огромные объемы сложных компонентов.
Конструкция штампа с прогрессивной матрицей включает в себя несколько независимо функционирующих станций. Благодаря автоматической системе подачи материал последовательно проходит через каждую станцию за один штамповочный ход, выполняя несколько операций, таких как пробивка, гибка и резка. Этот метод гарантирует стабильное качество и постоянные размеры изделия, а также повышает эффективность производства.


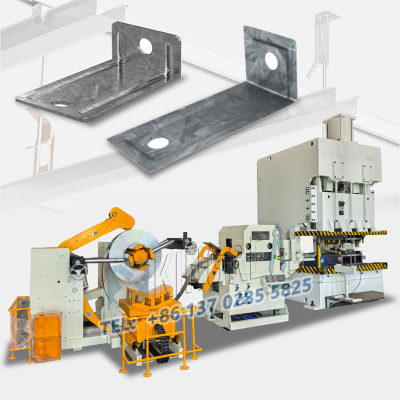
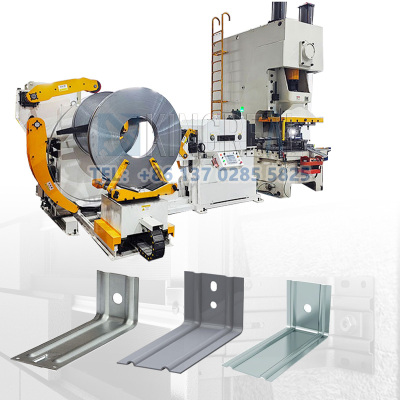
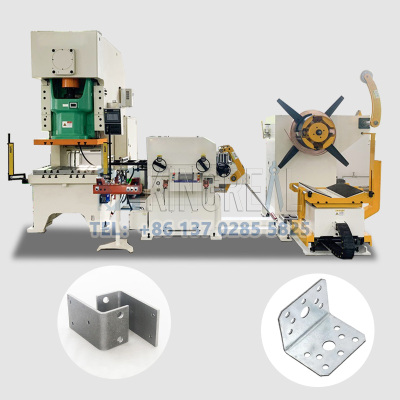
Точная демонстрация готовой продукции
Ниже представлены прецизионные детали, изготовленные на прогрессивном штамповочном прессе КИНГРЕАЛ ПОТОЛОК МАШИНЫ. Этот штамповочный пресс специально разработан для заказчиков и оснащен множеством функций, таких как тиснение, пробивка, прессование ребер жесткости и гибка. Его эффективная и стабильная работа обеспечивает заказчикам высокоточные детали, идеально подходящие для их реальных проектов.



Часто задаваемые вопросы о прогрессивных штамповочных механических прессах

Можно ли модифицировать механические штамповочные прессы?
Безусловно! Механические штамповочные прессы КИНГРЕАЛ ПОТОЛОК МАШИНЫ могут быть изготовлены на заказ в соответствии с требованиями заказчика. Инженеры КИНГРЕАЛ ПОТОЛОК МАШИНЫ разработают для вас индивидуальный штамповочный пресс, исходя из потребностей вашего конкретного производства.
Какое техническое обслуживание требуется для механических штамповочных прессов?
Регулярное техническое обслуживание включает в себя смазку, замену изношенных деталей, очистку и периодические осмотры. Конкретный график и процедуры технического обслуживания будут различаться в зависимости от модели прогрессивного штамповочного механического пресса и интенсивности его использования.
Какие средства обеспечения безопасности предусмотрены в механических штамповочных прессах с прогрессивной штамповкой?
Механические штамповочные прессы с прогрессивной матрицей производства КИНГРЕАЛ ПОТОЛОК МАШИНЫ оснащены различными средствами безопасности, такими как кнопки аварийной остановки, световые завесы, блокировки безопасности и закрытые рабочие зоны, для защиты операторов во время работы на станке. Эти системы автоматически останавливают станок при обнаружении опасной ситуации, тем самым снижая вероятность несчастных случаев.
Что делать, если после покупки прогрессивного штамповочного механического пресса я не знаю, как использовать определенные функции?
Компания КИНГРЕАЛ ПОТОЛОК МАШИНЫ направит профессиональных инженеров, которые помогут вам идеально освоить работу с механическим штамповочным прессом. КИНГРЕАЛ ПОТОЛОК МАШИНЫ также предоставляет техническую поддержку в автономном режиме и видеоинструкции по эксплуатации.
Какая подготовка необходима для работы на механическом штамповочном прессе?
Операторам обычно требуется специализированное обучение по эксплуатации и техническому обслуживанию механических штамповочных прессов. Если вы приобретаете оборудование у компании КИНГРЕАЛ ПОТОЛОК МАШИНЫ, мы обеспечим обучение ваших операторов до поставки оборудования. Мы можем предоставить поддержку на месте, удаленное обслуживание и обучение, адаптированное к потребностям клиента.
Продукт тегов

Получить последнюю цену? Мы ответим как можно скорее (в течение 12 часов)